Yes Kostis, I forgot to clear this up, last friday:
Kostis Ornerakis wrote:I thought that if someone uses a vacuum pump after pouring the silicone, there will be chaos in the pan.
Degassing the mixed silicone when it is still in the mixing cup is common practice by everyone who has a vacuum pot or vacuum chambre.
Degassing the poured silicone when its already in the mouldingbox is NOT common as far as I know.
Kostis Ornerakis wrote:what means degassing silicon and why?
By stirring both silicone components together with a small wooden stirrer, lots of air gets trapped and is mixed permanently with the silicone. Only a small percentage of that air pops up in bubbles to the surface by normal gravity. After the pouring, the bubbles stick to the mastermodel that is moulded.
These bubbles appear in the final resin model in the shape of small resin balls on the exterior of the resin model.
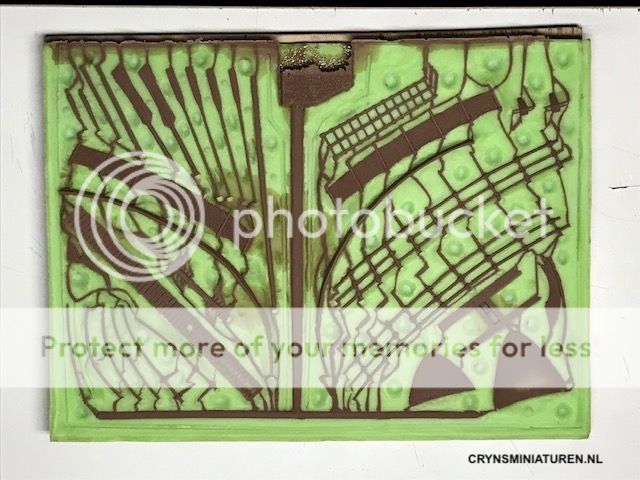
When we use an air compression tank for casting resin, another unwanted effect appears with silicone moulds that have not been degassed: The airbubbles trapped into the silicone mould are reduced and squeezed together by the high air pressure, leaving lots of small depressions on the surface of the silicone mould (when still under pressure) and leaving a similar number of projecting bulbs on the surface of the cured resin cast object (when its not under pressure anymore)
Now, when we as amateur modellers make a silicone mould for reproducing one or maybe ten resin objects, it is acceptable to have resin balls stick to the surface or airbubbles holes inside the resin. These can be removed or filled up by hand. Thats part of our hobby. Thats what I did for the past years.
But when dozens of copies of the same object have to be corrected and repaired by hand before they can be sold to customers, the fun is over. That is when someone wants to buy a vacuumpot and a compression tank.
Degassing the poured silicone when its already in the mouldingbox is not common.
Partly this is because many vacuum pots are too small, especially for horizontal moulds.
That is why I build the paella pan vacuum chambre.
But also I got the impression, moulders find it unnecesary to degass the silicone again after it has been poured into the mouldingbox because it is degassed already.
My experience is that no single step works 100% perfect.
So degassing the poured silicone once again helps removing air bubbles that got trapped between the silicone, the master model parts and the plasticine clay bed.
There are ways to provent those bubbles getting trapped, like pouring the silicone in a narrow stream from some hight right into the lowest place of the pre-mould.
But still its not 100% sure.
Another, very easy and very effective step is to attach a first layer of mixed silicone (degassed or un-degassed is both possible) onto the master model before the rest of the silicone is poured on top of it. For example: I place a very complicated block of amphorae jugs on the plasticine bed. I cover this object with silicone by using a pig hair brush. When all exterior holes and depressions are filled up by the silicone, I put the (lego build) moulding box in place around the object and pour the rest of the silicone in the box.
This must all be done quickly, before the silicone cures hard.
This can be done with or without degassing the silicone before or after pouring it into the moulding box.
Kostis Ornerakis wrote:Smooth-On suggests we also do the mold under pressure, so I would like to have your opinion on that.
I have never tried this but I should. Thanks for the suggestion! I will let you know what the result is.
NOW ABOUT RESIN CASTING:
For resin casting I sometimes use both the vacuum pot AND the compression tank.
The vacuum pot is for removing as much airbubbles from the resin as possible.
This can be done after stirring the two resin components, when the resin is still in the mixing cup.
The effect is minimal though. I decided to skip this step.
More effective it is, to pour the resin in the silicone mould and then place it in the vacuum chambre/pot.
Especially with very difficult complicated shaped objects, this may help a lot to remove trapped airbubbles from inside the mould.
But be carefull: this turnes out a disaster when using the wrong resin in a closed mould.
(This degassing of resin inside the silicone mould has the same effect as the way you once showed me when you made your cylindrical one piece mould, in which you inserted a pin or spatle or un-sharp tool and removed trapped airbubbles inside.)
This vacuum pot degassing method is fine as long as you use an OPEN mould, which means a single part mould with a huge opening in which we both pour the resin, and out of which the air escapes at the same time.
Problems may appear when we use a CLOSED mould, like a two-part mould with small vent duct canals for letting out the air inside. In the process of degassing the resin starts to boil, creating much more bubbles inside than that will come out. So the opposite will be achieved of what we want.
There are two types of resin and both behave different when we insert them into a vacuum pot. Some types of resin make a chemical reaction. Because of underpression, so in circustances of less air density, the resin very quickly becomes so hot (chemical reaction), it starts to boil. This will destroy the resincast inside a closed silicone mould. The boiling resin streams out of all vent duct holes and out of the pouring chanal but inside its just a bubble mess after curing hard.
I found a you tube tutorial showing a man who is using a vacuum pot to degass the fluid resin inside his 'closed' silicone mould. It looked so simple. He did not need a compressiontank at all because his resin was perfect for the vacuum pot. The vacuumpot sucked all airbubbles out of the resin cast before it cured hard. I tried it many times but it never succeeded, it became a mess over and over again.
This has to be because I use the wrong resin.
Kostis Ornerakis wrote:What is pressure casting?
After removing airbubbles from the resin with a vacuum pot, the silicone mould filled with fluid resin is placed into the high air pressure tank. During the increasing of the air pressure, the airbubbles are 'pressed together' to such a small size so that we can hardly see them anymore. Because the air is still inside the resin model (but compressed) we have to keep the resincast inside the tank under pressure until the resin is cured hard. In case we take the cast out of the tank before the resin is cured hard, the compressed air bubbles will extend again until they have reached their original size back again. That would make the process useless. So it needs to be inside the tank for many hours. That is why professional resin casters leave their casts inside the tank 'overnight'.
I hope I cleared up some things for you my friend.

But as long as you make just one or a few copies of resin, you don't need a vacuumpot and no compression tank.













 Supporting Business
Supporting Business








")















.png?width=1920&height=1080&fit=bounds)



 Moderator
Moderator")